产品中心

气动喷粉罐20kg 40kg 60kg
- 更新时间:2025-03-03
-
联系方式
林南炯 先生
- 举报
 收藏该店铺
收藏该店铺
 收藏该店铺
收藏该店铺 已收藏
已收藏 详细信息
气动精炼罐 |
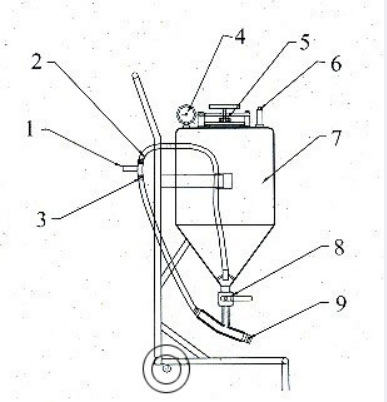
结构原理图 |
|
| 1、载气入口6、阀2、气体控制阀7、储料罐3、气体控制阀8、流量控制阀4、气压表9、精炼剂、气体混合物出口5、盖子
|
精炼操作 |
1、 把所需的精炼剂放入喷粉机的储料罐中,并旋紧盖子。 |
使用注意事项 |
1、把精炼剂按需要量放入喷粉机储料罐内; |